Механическая обработка
Механическая обработка — обработка изделий из стали и других материалов с помощью механического воздействия с применением резца, сверла, фрезы и другого режущего инструмента. Сам процесс обработки осуществляется на металлорежущих станках.
«НЗХК-Инструмент» использует три вида обработки изделий — электроэрозионная обработка, токарная и фрезерная обработка, гидроабразивная резка.

Электроэрозионная обработка
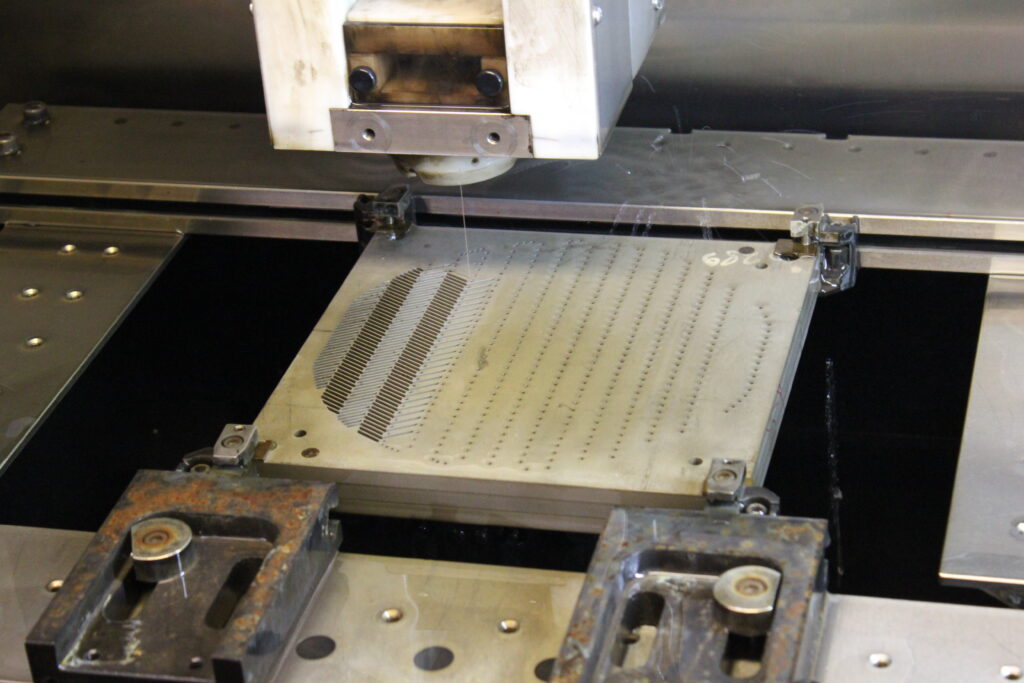
Предприятие «НЗХК-Инструмент» оснащено тремя электроэрозионными проволочными станками «Sodick» и «Robofil» для электроэрозионной обработки изделий.
Электроэрозионная обработка металла производится путём вырывания частиц материала с поверхности электрическим разрядом. При сближении электродов, погруженных в жидкий диэлектрик, между ними увеличивается напряжение и возникает электрический разряд.
Преимущества электроэрозионной обработки
- Возможность обработки твёрдых материалов. Электроэрозионные методы обработки незаменимы при работе с твёрдыми, труднообрабатываемыми материалами (сталь любой твердости, хром, титан и т.д.). Ключевое требование к материалу – высокая электропроводимость.
- Экономичность метода. Электроэрозионная обработка твёрдых материалов является более дешевой, чем механические методы. При использовании механических методов обработки около половина технической стоимости приходится на износ инструмента. Основным инструментом электроэрозионной обработки является проволока, которая гораздо дешевле механического инструмента.
- Возможность обработки сложных форм. Электроэрозию используют для изготовления штампов, пресс-форм (прессформ), матриц, а также для обработки фасонных полостей и отверстий в деталях, других деталей со сложным геометрическим контуром различной конфигурации.
Электроэрозионное оборудование
Предприятие «НЗХК-Инструмент» оснащено тремя электроэрозионными проволочными станками «Sodick» и «Robofil». Мы работаем только на современных высокопроизводительных и высокоточных станках. Наше оборудование позволяет обрабатывать заготовки, состоящие из множества слоев, что часто бывает принципиально важным.
- «Sodick» — для станков этой группы размеры обрабатываемых изделий не могут превышать 750*500 мм., высотой до 400 мм., а угол наклона проволоки 55 градусов. Вес до 500 кг. При этом чистота поверхности после обработки до Ra=0.32, точность обработки до 0.002 мм.
- «Robofil» — это станок для электроэрозионной обработки объемным электродом. Размеры заготовок 300х250 мм, высота 250 мм. Точность изготовления 0.001 мм, чистота поверхности — Ra 0.63
Токарная и фрезерная обработка
Токарная обработка является одним из основных направлений деятельности нашего предприятия.
Выполняемая нашими специалистами токарная обработка металла позволяет придать деталям желаемую форму и точность размеров. Высокая квалификация наших токарей позволяет выполнять токарную обработку любой сложности.
Предприятие оборудовано несколькими видами токарных станков:
- Универсальные токарные станки типа 16К20, 1М63. Геометрические параметры деталей для обработки на универсальных токарных станках – диаметр до 400 мм и длина до 2.5 метра.
- Отечественные токарные станки с ЧПУ. Геометрические параметры деталей для обработки на этих станках — диаметр до 250 мм и длина до 1,2 метра.
- Токарные станки немецкой фирмы «Gildemester» — NEF320, 520. Геометрические параметры деталей для обработки на этих токарных станках — диаметр до 250 мм и длина до 1 метра.
Отметим, что количество обрабатываемых деталей на станках с ЧПУ в зависимости от сложности работ составляет от сотен до десятков тысяч в год.
Фрезерная обработка – распространённый высокопроизводительный способ обработки металлических деталей.
Фрезерованием обрабатываются горизонтальные, вертикальные, наклонные плоскости, фасонные поверхности, уступы и пазы различного профиля. Наши специалисты выполняют фрезерную обработку по чертежам или образцам заказчика с обязательным контролем качества.
Парк фрезеровочного оборудования нашего предприятия представлен несколькими видами станков:
- Отечественные фрезерные станки. Станки характеризуются габаритами стола по максимально возможным размерам для обработки деталей (до 400х350х300 мм).
- Высокоточные координатные фрезерные станки типа Pikomaks.
Pikomaks – это 3-х (5-ти) координатный фрезерный станок с размерами максимально обрабатываемой детали 300х500х300. Его задача изготовление сложных по форме объемных изделий, например, электроды для прожига на станок Roboform. Точность изготовления изделий составляет 0.02 мм.
Наши специалисты осуществляют концевое, торцевое и фасонное фрезерование металлических поверхностей. Мы работаем со всеми видами металла и принимаем заказы любой сложности.


Термическая обработка
Термическая обработка — совокупность операций нагрева, выдержки и охлаждения твёрдых металлических сплавов с целью получения заданных свойств за счёт изменения внутреннего строения и структуры. Тепловая обработка используется либо в качестве промежуточной операции для улучшения обрабатываемости давлением, резанием, либо как окончательная операция технологического процесса, обеспечивающая заданный уровень свойств изделия.
Общая длительность нагрева металла при тепловой обработке складывается из времени собственного нагрева до заданной температуры и времени выдержки при этой температуре. Время нагрева зависит от типа печи, размеров изделий, их укладки в печи; время выдержки зависит от скорости протекания фазовых превращений.
Цена температурной закалки зависит от следующих факторов:
- Тип обрабатываемого материала;
- Применяемое оборудование;
- Вес изделия;
- Вид термической обработки.
В настоящее время существуют и используются следующие виды термических обработок стали:
- Отжиг;
- Нормализация;
- Отпуск;
- Закалка.
Навивка пружин
Навивка пружин — технологическая операция, при которой проволока или лента изгибается в цилиндрическую, коническую, плоскую или фасонную пружину. Различают холодную навивку пружин из проволоки диаметром от 0,1 до 16 мм и горячую из проволоки от 12 до 75 мм.
Метод холодной навивки плоских или винтовых пружин является наиболее распространенным. Для этого обычно используются токарные станки или специальные пружинонавивочные станки с программным управлением. Возможна также ручная навивка, однако этот способ используется только тогда, когда надо изготовить детали поштучно или очень малыми сериями.
Процесс холодной навивки винтовых пружин на станках имеет определенные этапы:
- Сначала проводится визуальный осмотр проволоки и ее рихтовка для выявления расслоений и иных дефектов;
- Затем холодный пруток навивают на специальном стане, обрезают и обрабатывают торцы;
- В отдельных случаях проводятся процедуры закалки и отпуска готового изделия для снятия внутреннего напряжения металла;
- После на пружину может быть нанесено гальваническое покрытие в зависимости от предназначения изделия.
Метод горячей навивки при изготовлении винтовых пружин не столь популярен, и причиной этому является высокая стоимость оборудования, которое могут себе позволить далеко не все российские предприятия.
Главное отличие от технологии холодной навивки заключается в том, что проволока нагревается и подается на навивочный стан в горячем состоянии. Основные этапы процесса горячей навивки следующие:
- Отрезка и нагрев заготовки;
- Обработка концов заготовки – оттяжка или вальцовка;
- Повторный нагрев;
- Навивка пружины и обрезка концов;
- Разводка и правка пружины;
- Закалка и отпуск изделия;
- Шлифовка торцов;
- Нанесение покрытия в зависимости от условий эксплуатации пружины.
Данный метод включает больше этапов и требует особого оборудования, поэтому он более трудоемок и дорог. Дороговизна – самый значительный недостаток горячей навивки, однако он компенсируется существенными преимуществами:
- Можно использовать проволоку диаметром от 10 мм и выше;
- Технические характеристики пружин лучше, чем при методе холодной навивки.


Гидроабразивная резка
Наша компания оказывает услуги гидроабразивной резки металла. Основной принцип гидроабразивной резки материалов является подача воды под очень высоким давлением с высокой скоростью через калиброванное отверстие (сопло) с подмешиванием абразивного материала.
Мы принимаем заказы на гидроабразивную резку металла и других материалов на установке «Perndorfer», которая позволяет резать практически любые виды материалов: черные и цветные металлы, любые виды стекла, гранит, мрамор и керамику, а также пластик и графит.
Гидроабразивная резка применяется в России относительно недавно (всего около пяти лет). Но за это время технология резки металлов успела хорошо зарекомендовать себя благодаря своим отличным свойствам – простоте метода, точности, универсальности и дешевизне.
Этот метод называют по-разному – гидроабразивная резка, водоабразивная резка, резка водой, гидрорезка, водорезка, акварезка, абразивоструйная резка и т.д. Но суть технологии от этого не меняется — вода, перемешиваясь с гранатовым абразивным песком (Garnet), под высоким давлением направляется через небольшое отверстие на поверхность материала.
Преимущества гидроабразивной резки:
- Отсутствие деформации материала. При воздействии струи воды механическое воздействие на материал происходит на микроскопическом уровне, поэтому нет прямого давления на поверхность обрабатываемого материала, а значит и деформаций. По тем же причинам при гидроабразивной резке материалов практически нет неровностей кромки реза.
- Отсутствие термического воздействия на обрабатываемый материал. При гидрорезке температура в зоне резания менее +60С, но и это тепло практически мгновенно смывается струёй воды. При обработке материалов неустойчивых к температурному воздействию гидроабразивной резке нет равных.
- Минимальные отходы при резке. Ширина реза составляет всего 2 мм, поэтому при резке материалов водой отходы почти отсутствуют. Раскладка изделий на исходном листе производится программой с учетом экономичности по расходу материала и времени обработки, что во многих случаях приводит к заметной экономии материала.
- Cкорость, характер, геометрия реза закладывается программой в графических редакторах.
Оборудование для гидроабразивной резки металла и других материалов
В компании «НЗХК-Инструмент» гидроабразивная резка металла и прочих материалов производится на установках фирм австрийской фирмы «Perndorfer» и шведской фирмы «Water Jet».
Установка гидроабразивной резки «Perndorfer» имеет размеры стола 6*2 метра. Точность реза составляет 0.2мм. Максимальная толщина реза 170 мм.